
In part 1 of this series, we discussed why it is difficult to financially justify the investment in a condition monitoring system. To continue from here, this second part describes what is needed to create as complete and accurate a financial picture as possible, which can financially justify the purchase of the condition monitoring system.
Firstly, insight into reliable past performance data of the plant is required. Additionally, information related to other equipment, whose operation could be improved and failures prevented, is crucial.
Secondly, an effective financial picture of the existing performance of condition monitoring measures, without an actual condition monitoring system in place, is very important. For this, managers of all involved departments need to provide an overview of the costs that fall under their responsibility. This part should be relatively easy to quantify financially. Several factors are relevant for maintenance engineering.
Costs due to production loss and overtime
Both production loss and overtime as a result of unplanned downtime are relatively easy to quantify financially. For example, ten hours of downtime means that 7,000 components (product) cannot be made and 1,000 are damaged due to unplanned downtime and restarting the machine. When one component costs 10 euros, this amounts to 80,000 euros in costs due to unplanned downtime. The costs of the extra hours of work needed for maintenance on the machine (see figure 1) must be added to this.
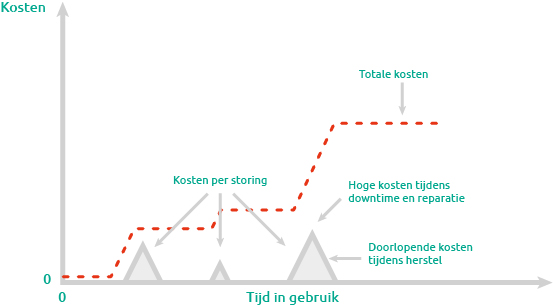
Figure 1. Typical cost model for production losses
Costs due to delivery obligation, production correction, and quality loss
Some factors are harder to quantify financially than the aforementioned ones. For instance, unplanned downtime might cause the delivery of products to customers to be delayed, or wear and tear on the machine may lead to products suffering quality loss. Both result in customer dissatisfaction, which is financially difficult to quantify. Moreover, agreements on delivery obligations can lead to high costs due to penalties or the need to purchase products from competitors.
In addition, if possible, changes to the ‘normal’ production schedule may be needed to compensate for the production loss. This might be necessary as the company has a delivery obligation to its customers.
When viewed separately, these costs may seem manageable, but when added together, it quickly becomes clear that they pose a major problem.
Frequency and duration of failures
The hardest to determine, and what can never be determined with certainty, are the frequency at which failures occur and the duration of these failures. Performance reports from the past of the plant can help make an accurate estimate of both the frequency and duration of failures and the costs resulting from them. However, this offers no certainty for the future. It may be possible, however, to identify a trend in which the failures occur. If this is not present, and the failures occur completely randomly, these performance reports can provide insight into the costs (per hour) that an average downtime causes.
Costs due to aging of the plant
That a plant, and the machines within the plant, are aging seems a given. You cannot prevent machines from undergoing wear and tear. For example, vibrating bearings or gearboxes can lead to wear on various machine parts, which are then replaced without directly relating it to these vibrations. This increases the costs for replacing machine parts (see figure 2).
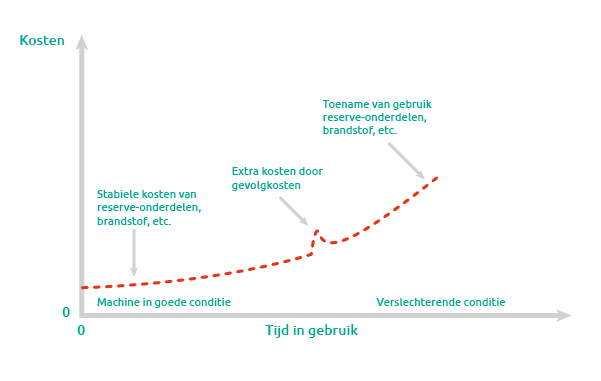
Figure 2. Typical cost model for a lifecycle without condition monitoring
Predictive maintenance offers a way to gain faster insights and predictions about possible future wear and tear and its causes. Based on multiple analyses such as trend analysis and spectrum analysis, which is made possible through data from the condition monitoring system, accurate statements can be made about the condition of the machine/factory and potential necessary maintenance measures. These analyses clearly indicate where and why maintenance is needed.
Costs of current (preventive) maintenance strategy
The costs of the current maintenance strategy must of course be considered because they are (partially) replaced by the condition monitoring system. This will generally be relatively easy to ascertain. It includes the current costs of: wages, spare parts, overhead, etc. These costs will increase as the factory ages (see figure 3).
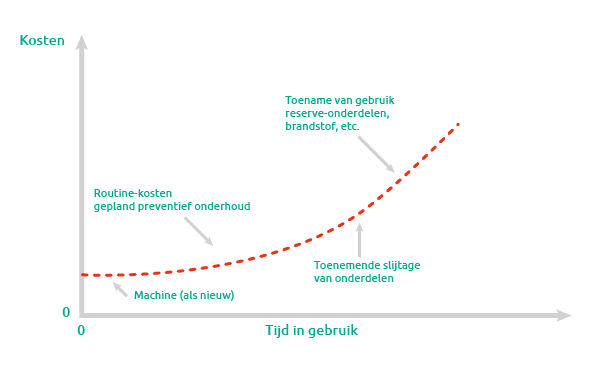
Figure 3. Typical cost model for a preventive maintenance strategy
Continue with part 3 of this series:
Financial argumentation and the consequences of a maintenance policy with a condition monitoring system

